| HOME
••• Deutsch
••• English |
|
|
|
| /////////////////////////////////////////////////////////
made in Germany /////////////////////////////////////
2008 |
|
| |
 |
|
|
| The
fabrication |
 |
|
|
| Intro |
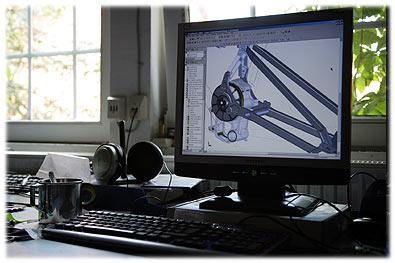
| We
do mechanical engineering. Mechanical engineering
is a classic engineering science and is no longer limited
to the construction of engines, motors or gears etc. Mechanical
engineering is a combination of basic research and design.
It concerns itself with the targets and the methods an
engineer must follow during the construction process.
Meanwhile components, assemblies or systems are created
with computers by means of CAD-programs. This CAD-data
is then subject to a simulation (finite elements analysis)
and afterwards it can be manufactured on a CNC-machine.
All this happens before the first metal shavings touch
the factory floor, and the engines we manufacture are
called mountain-bikes. |
|
| |
|
| |
|
|
|
| "das
medium ist Aluminium" |
The basic raw material from which our frames are
built is aluminium, delivered to us as blocks
and tubes. We use several butted tubesets from the brand
EASTON® as well as aircraft grade 7020 and 7005 aluminium
tubing. Milled parts which are not welded are made out
of Al Cu Mg 1 aluminium. We also now produce additional
frame components out of Magnesium and Titanium. From these
raw materials to a NICOLAI frame is a long way. In order
for you to have a better understanding of our products
in this area, there follows below a description of the
whole process.
The first step is the precise cutting of the tubes.
In order to reduce further welding distortions as much
as possible, the tubes must be exactly cut at the mitre
joint. A single tube can have up to four mitre cuts. Because
of the variety of the different tubesets and thus the
different clamps they require, this work can turn out
to be quite complex and expensive. This is why we have
built a new machine specifically for this task. |
|
| |
|
| |
|
|
|
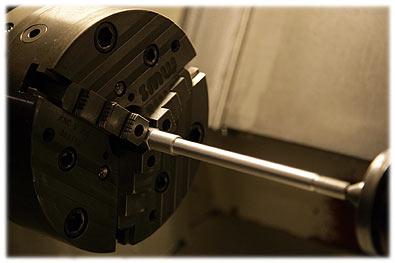
| CNC
work stations |
All milled parts are made in-house from
raw aluminium or from semi-finished extruded aluminium
profiles manufactured specifically for us. Here too, precision
has to be coupled with a high production rate. To accomplish
this we now have three CNC work stations in use. These
include two of the most modern CNC tapping centres: A
BROTHER® TC-32-A, is capable of milling most of our
220 or so different milled parts. For the serial production
of all the G-Boxx parts, we are using a brand new Haas
VF2 Superspeed.
A
Weiler CNC turning lathe with powered tools enables us
to produce very technical and intricate turned parts;
for example, the separable COR rear hub of the Nucleon
TFR and TST models. It allows us also to quickly and precisely
manufacture parts that are required in large numbers,
for example bearing axles or bottom bracket housings.
A lot of parts though are still made on a regular turning
lathe: principally small production parts like tailored
bolts, special spacers, head tube with a modified length
and turned parts for prototypes and fixtures. |
|
| |
|
| |
|
|
|
| Welding |
For each model and for each size we have a specific
welding jig. On this jig, the tubeset with the
milled parts are fitted together. Afterwards, our welders
tack weld this assembly in precisely defined points in
an exact sequence. Then, in order to minimise distortion
and warping, the tubes are TIG (tungsten inert gas) welded
together in multiple passes. Our smooth and evenly scaled
welding seams are obtained through a very slow welding
speed that enables a deeper penetration of the material
than a spread seam. The wide and flat form of the seam
provide for an optimal force distribution at the welded
joint. People often ask: Were these seams welded by a
robot? To that we must answer no and point out that all
our frames are welded by hand by our experienced welders.
A Nicolai frame can always be identified by its welding
seams.
Right after the welding process the frame is trued
(straightened). The welding process changes the
microstructure of the aluminium and makes it softer; it
is thus easier to true the frame at this moment. Aligning
the frame two or three days after it has been welded would
require a much greater effort. Finally the frame is put
into a special oven to be hardened by heat over 14 hours.
In the oven, the microstructure of the aluminium is renewed
and the material gets back most of its original stiffness.
|
|
| |
|
| |
|
|
|
| Before
and after coating |
The next step is the reaming of the seat tube
at its upper end, and the drilling of the axle bores.
The frame is then ready for final finish. Frames undergoing
a powder coating are cleaned and degreased. Any ridges
or scratches are ground. Frames undergoing the anodizing
process are bead blasted. Thanks to our powder coating
facility we can deliver almost any of your colour or design
fantasies. This powder coating process is detailed later
on in this document.
After the coating process, all bearing and axle
seats are reamed on a special turning lathe.
The inner surface of the head tube and the bottom bracket
housing are reamed parallel. The bottom bracket housing
is brought to standard dimensions and the threads are
tapped. |
|
| |
|
| |
|
|
|
| Powder-coating
or anodising |
| Powder-coating
is a dry paint process where a coloured powder
is applied to a frame by an electro-static charge and
then melted by heating the frame in an oven. Normally
two layers are applied, a coloured layer and then a
transparent layer that can either be glossy or matt
in appearance. Due to the thickness of this finish,
powder-coating provides good protection from impacts,
for example from rocks. On the other hand, the layer
thickness gives some additional weight, about 200 to
300 g depending on the frame model. Another disadvantage
is the risk of cosmetic damage to the coating in areas
of high mechanical load like the drop outs. We provide
a large choice of colour options. For the complete range
check this page.
Anodising
is an electrochemical process that coats the
frame with a dyed oxide layer. The advantages of this
are a hard and scratch-resistant surface with low weight.
Unfortunately some disadvantages have to be accepted
as well. The anodised surface is hard and resistant
against abrasion, but there is little protection from
impacts – for example stones and rocks kicked
up into the down tube. In addition the colour is affected
by the different alloys used and also influenced by
different heat zones of the frame material from the
welding process. This can lead to slight differences
in the finish between different frame parts. Compared
to the large choice of powder coat colours, the anodised
colours we supply are limited to black, silver and bronze. |
|
| |
|
| |
|
|
|
| Final
assembly |
| The
last step of fabrication is the final assembly.
Here, all the individual parts are examined once more,
any remaining ridges are removed, bearings and axles
are pressed and assemblies are mounted on the frame.
In order to ensure your NICOLAI rides perfectly in a
straight line, the frame is measured and precisely aligned
once more. The camber and toe-in of the rear dropouts
are adjusted. The disc brake mounts are also milled
parallel for a hassle free mounting of the disc brake
calliper. The replaceable derailleur hanger is pinned,
the shock is fitted according to the rider’s weight
and the stickers are affixed on the frame. After a final
check and a thorough cleaning the frame moves to the
shipping department where it will be assigned its final
destination. |
|
| |
|
| |
| |
| |
| |
 |
| ©
copyright 2007 WHY GbR Nicolai / Yoshida Germany |